- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик








CNC DEBURTOR és DRITH DABRAPING
A JM vezető gyártó, amely a CNC Deburring and Wire Rajzgépre szakosodott. A tartós és huzal rajzgépet széles körben használják a fémlemez feldolgozásában, az autóipari gyártásban és a precíziós műszeriparban. A napi tartó- és kefével hatékonyan eltávolítja a burrokat, az éles széleket és a vaku a munkadarabokból, biztosítva a sima éleket. A tartós polírozógép alkalmas rozsdamentes acél, szénacél, réz és egyéb fém anyagok felszíni kezelésére. A JM Deburring és a huzal rajzgép, nagy hatékonyságú, stabilitási és intelligens tulajdonságaival, egyablakos felületkezelő megoldást kínál a fémfeldolgozó vállalkozások számára. Függetlenül attól, hogy javítja a munkadarab minőségét, akár javítja a termelési hatékonyságot, ez a gép kielégíti az összes feldolgozási igényt, így alapvető berendezésvé teszi a modern gyártáshoz.
Modell:XDP-1000RPR
Kérdés küldése
termékleírás

Tartós gépek
Tökéletes vita: Az XDP-1000RPR CNC-tartozó és a huzal rajzgép hatékonyan feldolgozza a fém alkatrészek, a lemezek és a lemezek széleit, eltávolítva a gyártási folyamatból maradt durva fúrókat a sima és biztonságos felületminőség biztosítása érdekében. A tartós és huzal rajzgép hatékonyan eltávolíthatja az oxidrétegeket a fémfelületekről és a hő által érintett zónákról hegesztés, a bevonat és a festék tapadásának fokozása után.
Fő konfigurációs lista
PCL érintőképernyő (7 hüvelyk): Delta
Csiszoló övmotor (7,5 kW): huarui
Roller ecset önfeldolgozó motor (2.2 kW): Jinwanshun
Vákuumszívó ventilátor (15 kW): jiuzhou puhui
AC Contacter: Testreszabás-frankok
Vezérlőgombok: Schneider/chint
Csiszoló öv Helyes ionérzékelő: Banner (USA)
Fő csapágy: NSK (Japán)


CNC kijelző képernyő
A Deburring Machine CNC kijelzője a berendezés egyik kulcsfontosságú eleme, amely felelős az összes működési paraméter központi megjelenítéséért és vezérléséért a deburring folyamat során, javítva a feldolgozási hatékonyságot és a pontosságot. A CNC kijelző nemcsak valós idejű visszajelzést nyújt, hanem lehetővé teszi a kezelő számára, hogy pontos paraméter-beállítást hajtson végre az igények szerint, biztosítva a munkadarab minőségét.
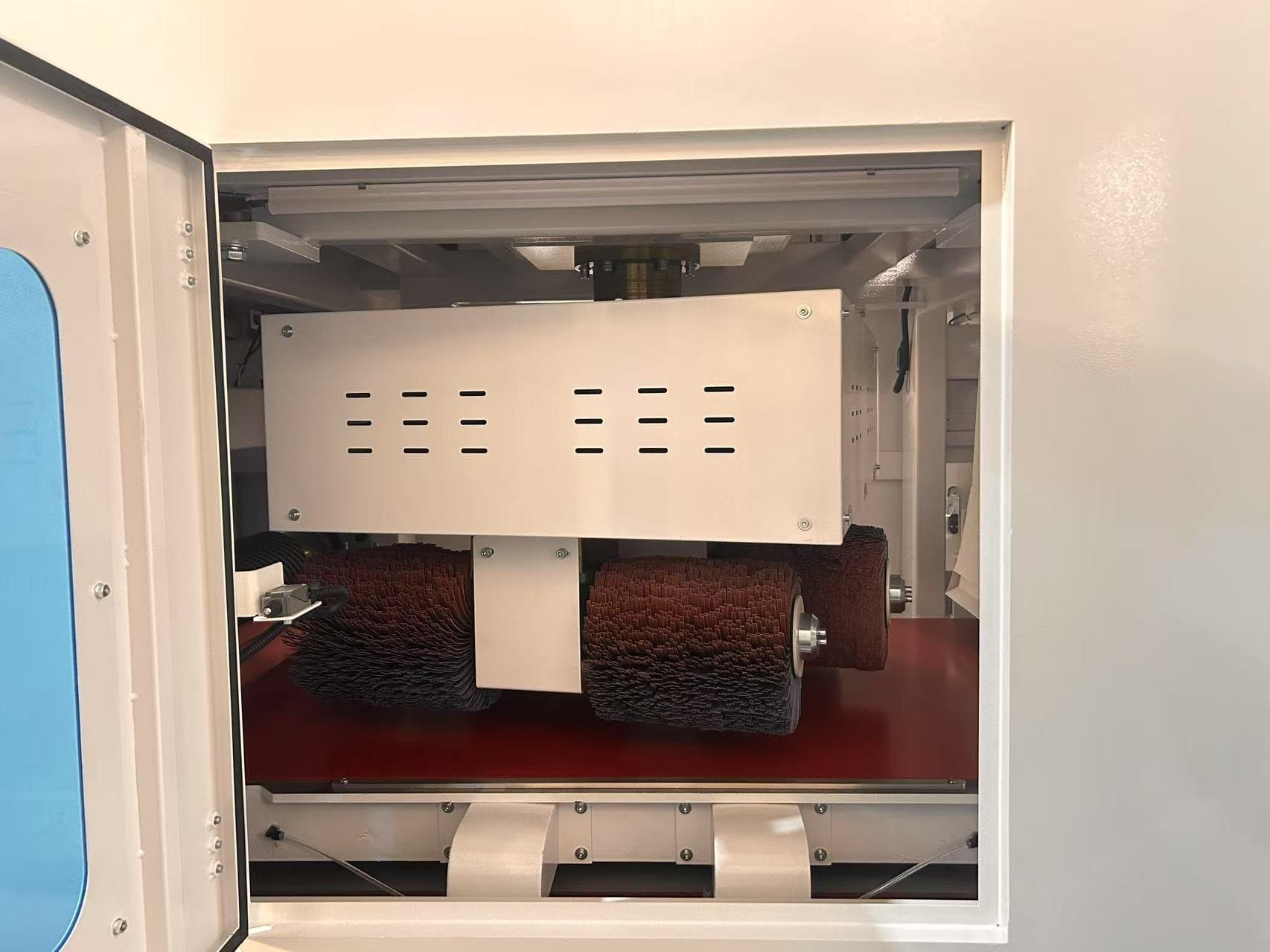
Hengerkefe
A hengerkefe egy kulcsfontosságú elem, amelyet a fémfelszíni kezeléshez használnak, amelyet széles körben alkalmaznak a vita, a kefe, a tisztítás, a polírozás és más folyamatokban. Több sörtéből áll, és a sörték anyagát, keménységét és elrendezését a különböző feldolgozási követelmények szerint lehet beállítani. A hengerkefe érintkezik a munkadarab felületével a forgási mozgás révén, hatékonyan eltávolítva a burrokat, az oxidokat, az olajokat és más szennyeződéseket, ezáltal javítva a fém felületének simaságát és megjelenését.
Fogyóeszközök

Csiszoló öv
A csiszoló öveket széles körben használják csiszolószerszámként a fémfelszíni kezeléshez. A speciális feldolgozás után az övszerkezetré alakulnak, amely különféle feladatokhoz, például őrléshez, vitorláshoz, polírozáshoz, befejezéshez és huzal rajzához alkalmas. A csiszoló öv a munkadarab felületével súrlódás révén eltávolítja a felesleges anyagot, javítva a munkadarab felületét és megjelenését.
Hengerkefék
A hengerkefe egy hatékony eszköz, amelyet a fémfeldolgozáshoz és a felszíni kezeléshez használnak, amelyet széles körben alkalmaznak, a felszíni kefe, a tisztítás és az oxidrétegek és az olajfoltok eltávolításában. Munka alapelve az, hogy érintkezésbe kerüljön a forgó sörték és a munkadarabok felülete, a vita, a lefoglalás és a felszíni befejezés elérése.
A vita előtti és utáni összehasonlítás

Mielőtt elárasztaná
A vita előtt a munkadarabok általában burrokkal, éles szélekkel vagy uszonyokkal rendelkeznek, amelyek szabálytalan kiemelkedések, amelyeket általában olyan folyamatok okoznak, mint például vágás, bélyegzés, őrlés, fűrész vagy fúrás. A munkadarab felületén oxidok, hegesztési maradványok, olajfoltok vagy egyéb szennyeződések is lehetnek, amelyek mindegyike befolyásolhatja a munkadarab felületi minőségét és az azt követő folyamatok.
Jogosodás után
A vita után a munkadarab felülete sima, burroktól és éles szélektől mentes, és szabálytalan kiemelkedések nélkül. A tartós folyamat eltávolítja a gyártási folyamat során kialakult összes burrs-, uszonyot és éles sarkot, így a munkadarab széleit lekerekítették, és megakadályozzák a későbbi feldolgozás és a felhasználás esetleges problémáit.
XDP-1000RPR gépi paraméter
|
Munkafolyamat szélessége |
1000 mm |
|
Maximális terhelési kapacitás |
350 kg |
|
Feldolgozási vastagság |
0,5-80 mm |
|
Minimális feldolgozási méret |
(nem perforált lemez) 50*50*0,5 mm |
|
Csiszoló öv mérete |
2200 × 1020 mm |
|
Áthidalási tartomány |
R (0,1-0,5) |

Az ügyfelek rendező esetei
Az ügyfél egy precíziós műszergyártó vállalat, amely a csúcskategóriás berendezések fém alkatrészeinek előállítására szakosodott. A rendkívül nagy pontosság szükségessége miatt a burrok és a szabálytalan élek jelentősen befolyásolják a munkadarabok összeszerelését, funkcióját és megjelenését. A gyártási folyamat során a precíziós fém alkatrészek gyakran kis burrokat és flash -ot generálnak, amelyek nemcsak a termék minőségét befolyásolják, hanem nehézségeket okozhatnak a későbbi összeszerelési folyamatokban. E kérdések megoldása érdekében az ügyfél úgy döntött, hogy a CNC Deburring and Wire Drawine gépet használja. Ez a gép több funkciót tartalmaz, mint például a vita, a hajlítás, a kefe és a felületi polírozás, és széles körben alkalmazható különféle fém anyagokra, különösen a precíziós műszermezőhöz.

Hot Tags: CNC DEBURTOR ÉS HITEL -DABRAGING, Kína, gyártók, beszállítók, gyár, testreszabott, Kínában készült, olcsó, nagy költséghatékony, CE, minőség
Kapcsolódó kategória
Vékony lapú gép
Csiszoló öv -tartógép
Szénacél -tartógép
Tartó- és kefegép
Kézi tartógép
Nedves porgyűjtő
Daring Polishing and Ecseti gép
Tartós és chamfering gép
Nedves tartó- és kefegép
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.
Kapcsolódó termékek



